
激光锡焊作为一种关键的精密焊接技术,正逐步深入电子制造、汽车电子、封装器件等多个高精度要求的行业领域。本文将从焊接类型、工艺挑战、应对方法以及典型应用四个维度,系统梳理激光锡焊的技术全貌。
一、焊接类型及其特征
激光锡焊根据焊料形态与设备类型,主要分为以下几类:
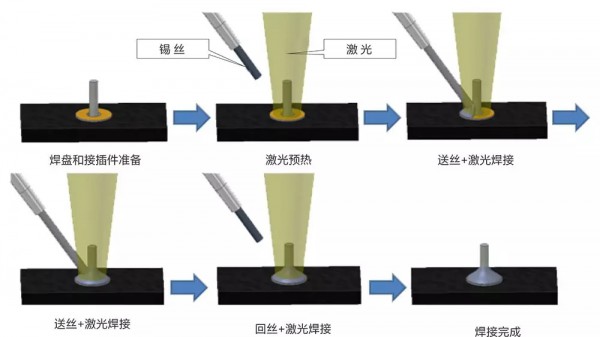
锡丝激光焊接:通过送料装置将锡丝送至焊点位置,激光加热使其熔化成型。该方法送料精准、适应性强,尤其适用于线性焊缝及选择性焊接场景。

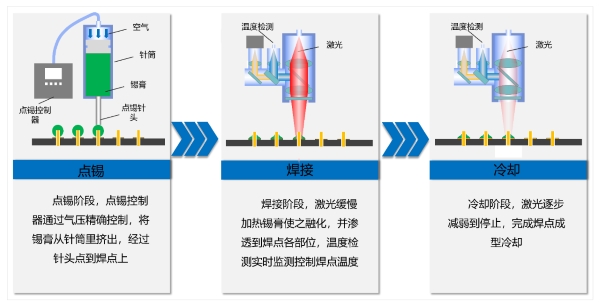
锡膏激光焊接:预先在焊盘上涂覆锡膏,再通过激光加热实现焊接。该方式便于与印刷电路板高密度组装及 SMT 工艺集成。
锡球激光焊接:适用于 BGA 和微型封装类元件,借助激光使锡球熔化并润湿焊盘,具备高密封性与连接可靠性。
设备类型差异:涵盖桌面型、双工位、转盘式和在线式等多种结构,满足不同产能及产线布局需求。
各类焊接方式在效率、焊点质量及系统复杂度之间各有侧重,客户需结合产品结构与生产规模进行合理选型。
二、核心工艺挑战与应对措施
激光锡焊在实际应用中面临多项技术挑战,具体包括:
1. 定位与装夹精度
微焊点对定位精度要求极高。可采用 CCD 或机器视觉系统配合高精度运动平台,并引入自动补偿机制,以缓解装夹误差和工件变形带来的影响。
2. 锡料飞溅与熔融控制
激光快速加热易导致熔融焊料飞溅。可通过分段加热、柔性光斑调节、助焊剂优化及惰性气氛保护等手段加以抑制。
3. 送料稳定性与响应性能
锡丝或锡球的送料需具备高一致性与快速响应能力。采用伺服驱动送料机构,并确保送料与激光出光的同步控制,是保障焊料均匀的关键。
4. 热管理与温度均匀性
焊点间的温度差异直接影响焊接质量。可利用实时温度监测与激光功率闭环调节系统,确保热过程一致。
5. 异种材料焊接适配
不同材料(如铜、铝、不锈钢)在热膨胀系数、熔点及导热性能方面存在差异。可采用预热+焊料补偿,或多光束同步加热等方式应对。
6. 抗干扰与系统稳定性
生产环境中的振动、温漂、灰尘等均可能干扰焊接过程。可通过强化机械结构、环境温控、电源滤波等方式增强系统鲁棒性。
三、工艺实施与流程优化
针对不同焊接形式及技术难点,建议采取以下工艺策略:
试制阶段:开展参数试验,建立工艺窗口与质量对照表;
分段控温策略:设置预热、脉冲加热与缓冷阶段,合理控制冷却过程;
焊接路径规划:对密集焊点实施分区焊接,遵循“先小后大、由外至内”原则;
热均衡设计:借助散热片或控温工装促进温度均匀;
工艺参数标准化:将验证合格的参数归档为固定版本,便于批量复制与质量管控。
四、典型行业应用与成效
在 3C 产品制造中,锡膏激光焊接使产品返修率下降 40%,焊点均匀性显著提高;
汽车电子领域,BMS 电路板采用锡丝激光焊接,成功通过高低温循环测试,连接可靠性优异;
芯片封装环节,锡球激光焊接实现了高密度微焊点互联,焊点在拉力和耐热性方面均达到标准要求。
以上实例印证了激光锡焊技术在不同产业场景中具备良好的适用性与推广价值。
作为国内激光恒温锡焊技术的原创者,YABO鸭脖官网光电在二十余年的发展历程中,构建了以全方位技术服务为核心价值的经营模式。公司超越单纯的设备组件供应商,为客户提供从售前打样到售后支持的全流程解决方案,并通过武汉、苏州、深圳三地办事处,确保服务响应及时高效,彻底解决客户后顾之忧。
手机/微信:13971100349
Mail:sale007@www.qhly888.com
Copyright © 2024 www.qhly888.com.All rights reserved. 鄂ICP备16023374号  鄂公网安备42018502002217号
鄂公网安备42018502002217号
YABO鸭脖(中国)官方网站
。


